


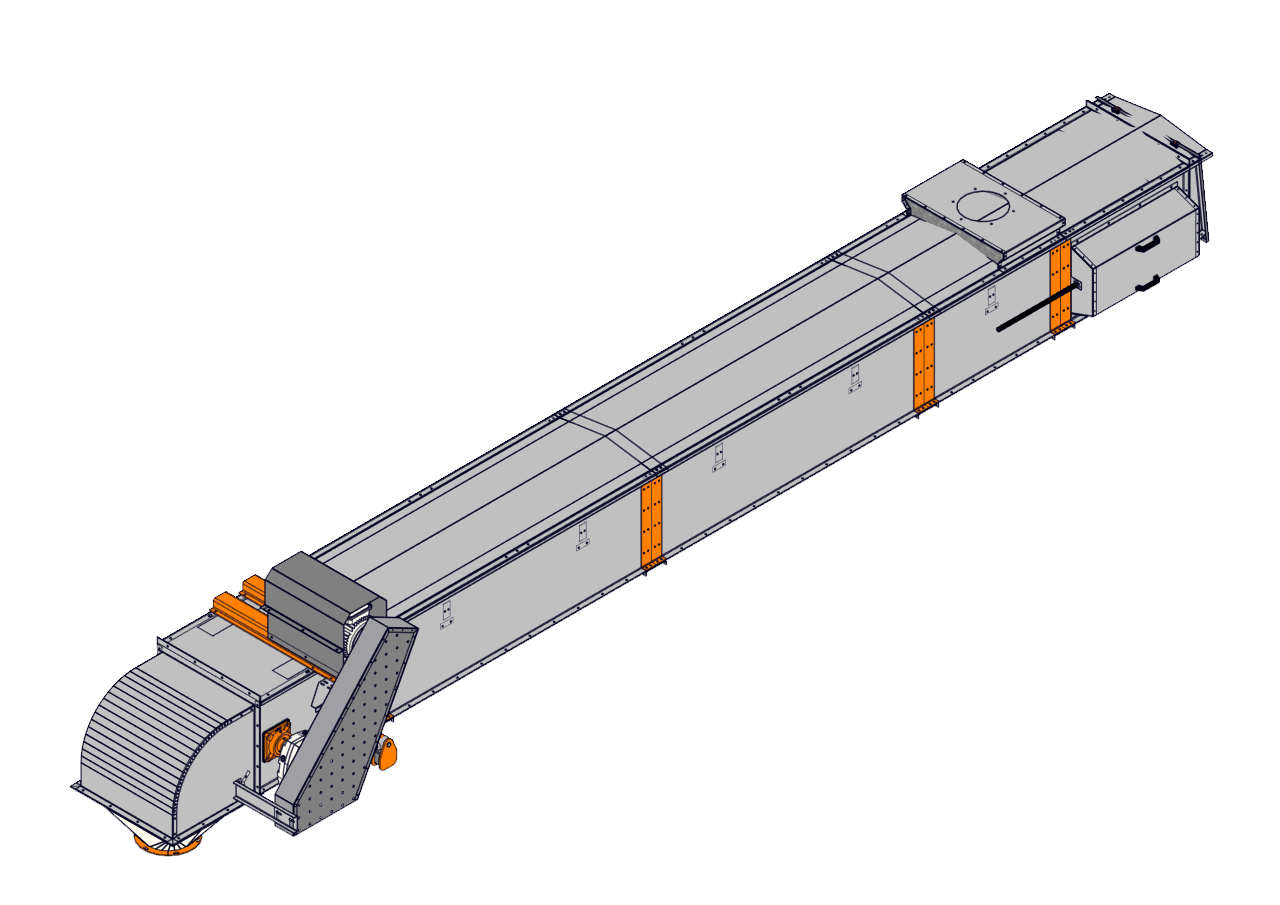
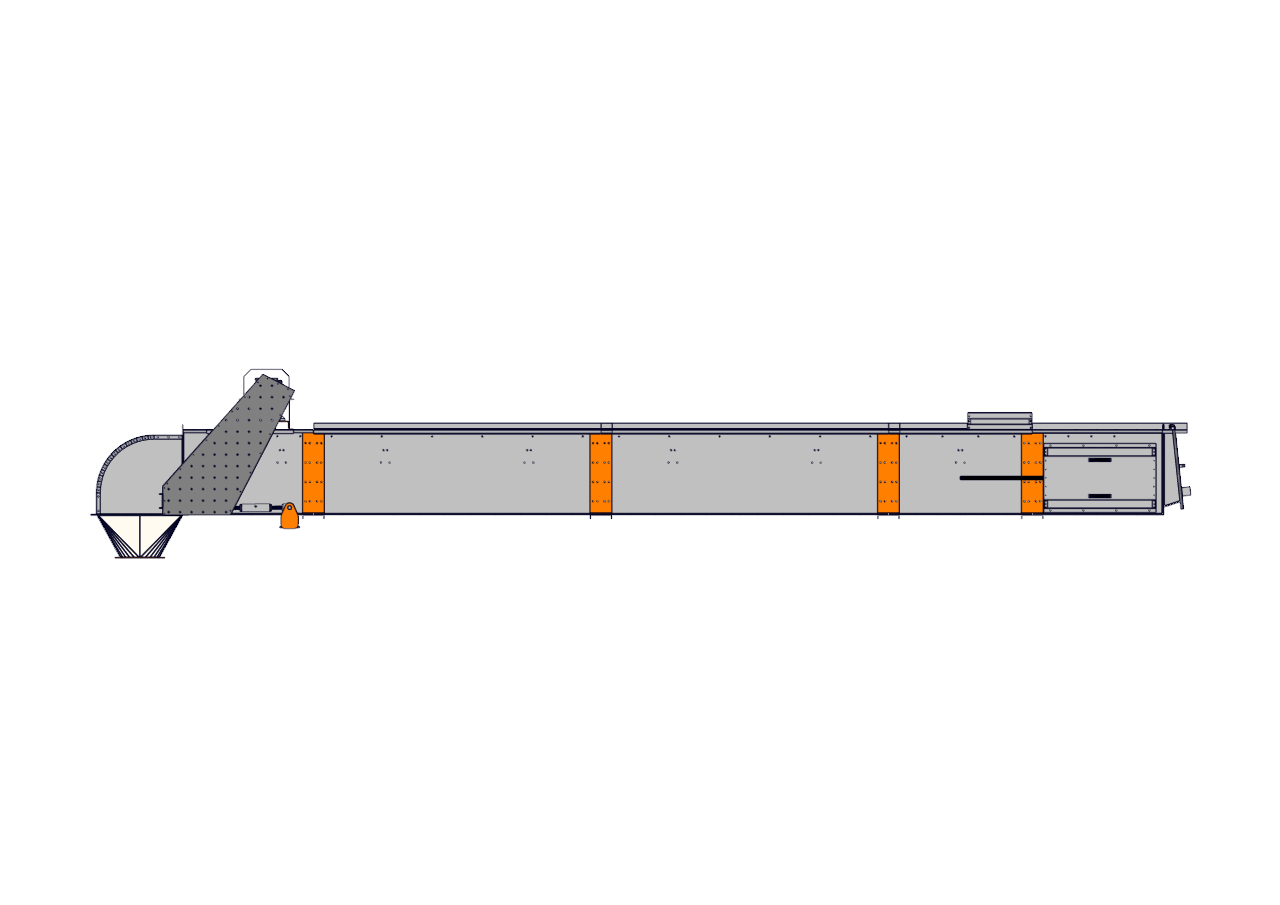
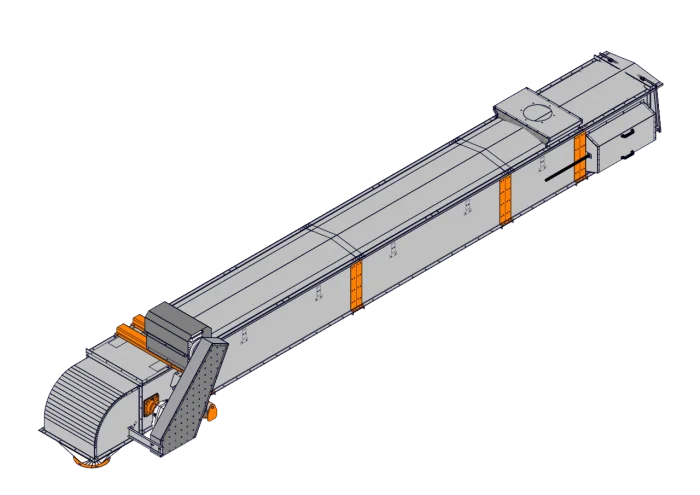
Closed Type Belt Conveyor
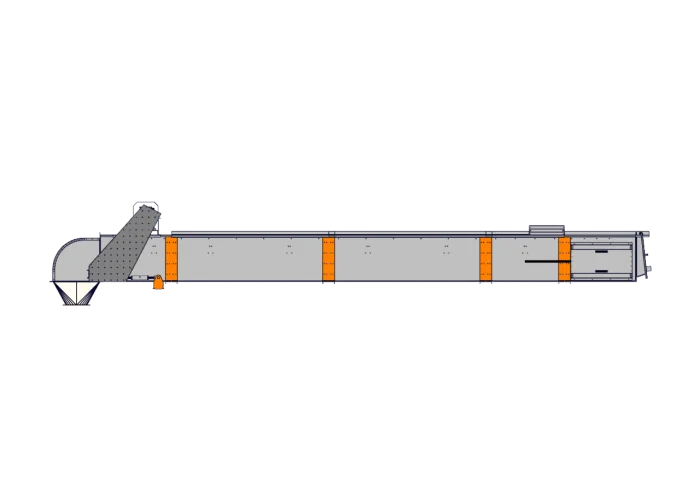
Closed type belt conveyors are a conveyor design in which the conveyor belt is covered and the materials are transported inside. These conveyors ensure the protection of materials from external factors and reduce the negative effects of dust, moisture or other external factors on the materials. In addition, closed type belt conveyors stand out as an environmentally friendly option with less dust and particle emissions into the environment.
The main features of closed type belt conveyors are:
1. **Closed belt**: A closed conveyor belt in which materials are transported. This tape is generally made of highly durable and waterproof materials.
2. **Protective coating**: A protective coating or body that covers the top and sides of the conveyor protects the materials from external factors.
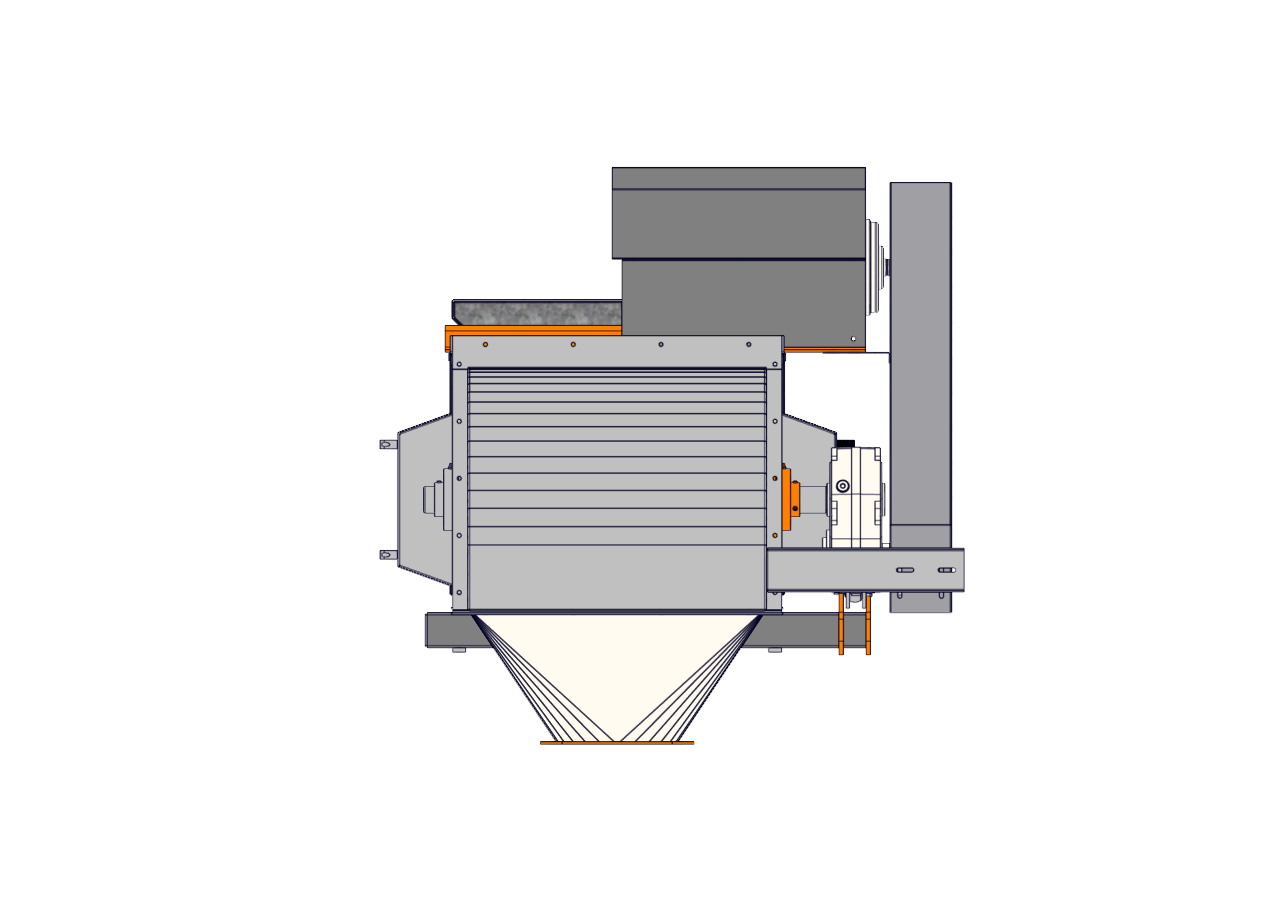
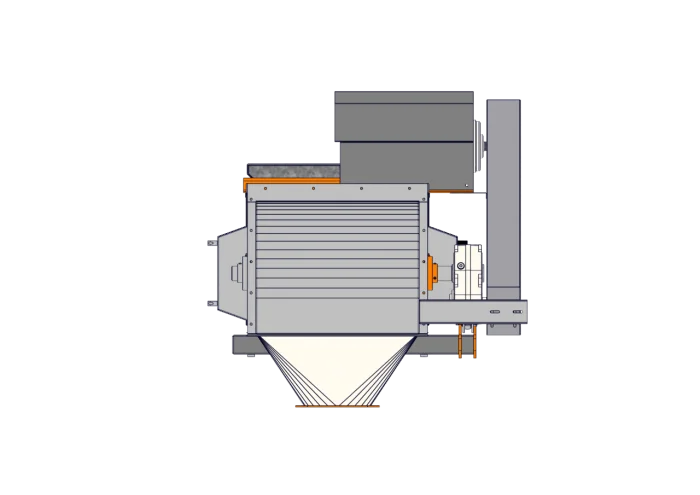
3. **Drive mechanism**: The motor and drive mechanism that drives the conveyor belt. This mechanism allows the belt to move at the desired speed and direction.
4. **Loading and unloading points**: Points where materials are loaded and unloaded from the conveyor. These points usually have a closed structure and ensure safe transportation of materials.
Closed type belt conveyors are widely used in the food processing industry, agriculture, chemical, pharmaceutical, packaging, recycling and many other industrial applications. They are especially preferred in applications that require hygiene and material protection.
The main features of closed type belt conveyors are:
1. **Closed belt**: A closed conveyor belt in which materials are transported. This tape is generally made of highly durable and waterproof materials.
2. **Protective coating**: A protective coating or body that covers the top and sides of the conveyor protects the materials from external factors.
3. **Drive mechanism**: The motor and drive mechanism that drives the conveyor belt. This mechanism allows the belt to move at the desired speed and direction.
4. **Loading and unloading points**: Points where materials are loaded and unloaded from the conveyor. These points usually have a closed structure and ensure safe transportation of materials.
Closed type belt conveyors are widely used in the food processing industry, agriculture, chemical, pharmaceutical, packaging, recycling and many other industrial applications. They are especially preferred in applications that require hygiene and material protection.